The Box Test
Our research team has developed a workability test for Slip formed pavements called the Box Test. It evaluates the ability of a mixture to be consolidated and subsequently hold an edge. Furthermore if the mixture does not perform well, WR can be added until it passes. This provides a useful way to compare the performance of slip formed paving mixtures. Below contains information and videos about the Box Test.
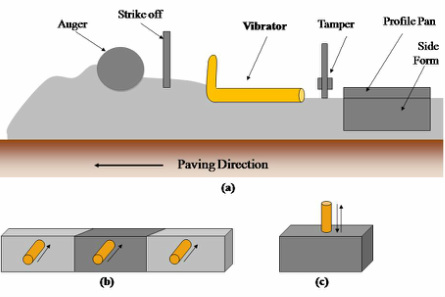 Figure 1 (a) different elements,
(b) typical position of vibrator (c) path of the box test.
Figure 1 (a) different elements,
(b) typical position of vibrator (c) path of the box test.
Development
With the variety of different makes and models of slip formed paving machines and various operating procedures, to design a slip formed pavement laboratory test method could be very complex and expensive. A useful test should quickly and easily evaluate the ability of a mixture to be consolidated and subsequently hold an edge. Of all the slip formed pavement components, the vibrator contributes the majority of the energy applied to consolidate concrete. In order to closely mimic the consolidation of a slip formed paver, a laboratory test was developed to evaluate the performance of a mixture to a standard amount of vibration and to hold an edge.
With the variety of different makes and models of slip formed paving machines and various operating procedures, to design a slip formed pavement laboratory test method could be very complex and expensive. A useful test should quickly and easily evaluate the ability of a mixture to be consolidated and subsequently hold an edge. Of all the slip formed pavement components, the vibrator contributes the majority of the energy applied to consolidate concrete. In order to closely mimic the consolidation of a slip formed paver, a laboratory test was developed to evaluate the performance of a mixture to a standard amount of vibration and to hold an edge.
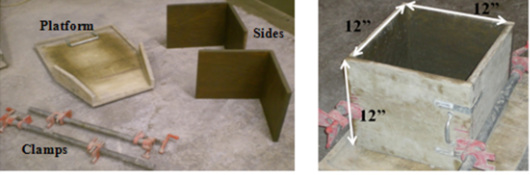 Figure 2 (a) show Box Test components (b) components constructed.
Figure 2 (a) show Box Test components (b) components constructed.
Dimensions of the Box Test
The Figure 2 to the right show the components and the constructed inside dimensions. The Box Test used ½” (12.7 mm) plywood with a length, width, and height of 12” (304.8 mm) with 2” (50.8 mm) L-brackets in two corners. Two 1.5ft (457.2mm) pipe clamps were used to hold the other two corners together. Concrete dimensions, vibrator frequency, head size, and time of vibration were adjusted to have comparable energy of a hydraulic vibrator on a paver. Also, the test uses a two directional vertical consolidation instead of the one directional horizontal consolidation for a paver.
The Figure 2 to the right show the components and the constructed inside dimensions. The Box Test used ½” (12.7 mm) plywood with a length, width, and height of 12” (304.8 mm) with 2” (50.8 mm) L-brackets in two corners. Two 1.5ft (457.2mm) pipe clamps were used to hold the other two corners together. Concrete dimensions, vibrator frequency, head size, and time of vibration were adjusted to have comparable energy of a hydraulic vibrator on a paver. Also, the test uses a two directional vertical consolidation instead of the one directional horizontal consolidation for a paver.
The Box Test Steps
Below in the table are the four different steps of the Box Test. Placed on the base, a 1 ft³ wooden formed box was constructed and held together by clamps. Concrete was uniformly hand scooped into the box up to a height of 9.5”. A 1” (25.4 mm) square head vibrator at 12,500 vibrations per minute used to consolidate the concrete by inserting it at the center of the box. The vibrator was lowered for three seconds to the bottom of the box and then raised upward for three seconds. The clamps were removed from the side of the box and the side walls were removed.
Below in the table are the four different steps of the Box Test. Placed on the base, a 1 ft³ wooden formed box was constructed and held together by clamps. Concrete was uniformly hand scooped into the box up to a height of 9.5”. A 1” (25.4 mm) square head vibrator at 12,500 vibrations per minute used to consolidate the concrete by inserting it at the center of the box. The vibrator was lowered for three seconds to the bottom of the box and then raised upward for three seconds. The clamps were removed from the side of the box and the side walls were removed.
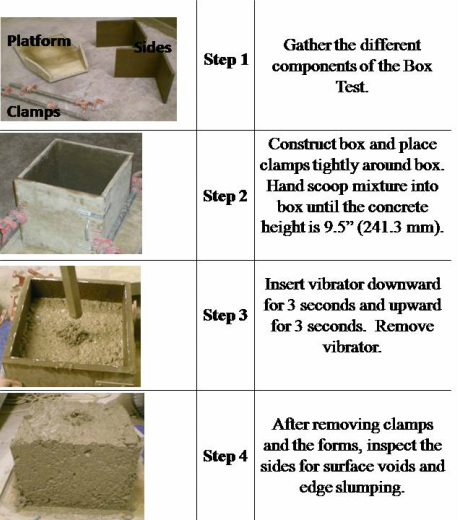
Table 1. Steps of the Box Test
Surface Void Evaluations
The response of a mixture to vibration can be assessed by the surface voids observed on the sides of the box using Figure 3. If a mixture responded well to vibration, the overall surface voids should be minimal because the mortar was able to flow and fill these voids. However, if the sides of the box had large amounts of surface voids, a mixture did not respond well to vibration. The average surface voids for each of the four sides were estimated with a number ranking using Figure 3 and an overall average visual ranking was given to each test. The average of four sides with 10-30% surface voids, or a ranking of 2 for a mixture was deemed a good vibration response and an acceptable amount of voids. Finally, top or bottom edge slumping can be measured to the nearest ¼” by placing a straightedge at a corner and horizontally using a tape measure to find the length of the highest extruding point.
The response of a mixture to vibration can be assessed by the surface voids observed on the sides of the box using Figure 3. If a mixture responded well to vibration, the overall surface voids should be minimal because the mortar was able to flow and fill these voids. However, if the sides of the box had large amounts of surface voids, a mixture did not respond well to vibration. The average surface voids for each of the four sides were estimated with a number ranking using Figure 3 and an overall average visual ranking was given to each test. The average of four sides with 10-30% surface voids, or a ranking of 2 for a mixture was deemed a good vibration response and an acceptable amount of voids. Finally, top or bottom edge slumping can be measured to the nearest ¼” by placing a straightedge at a corner and horizontally using a tape measure to find the length of the highest extruding point.
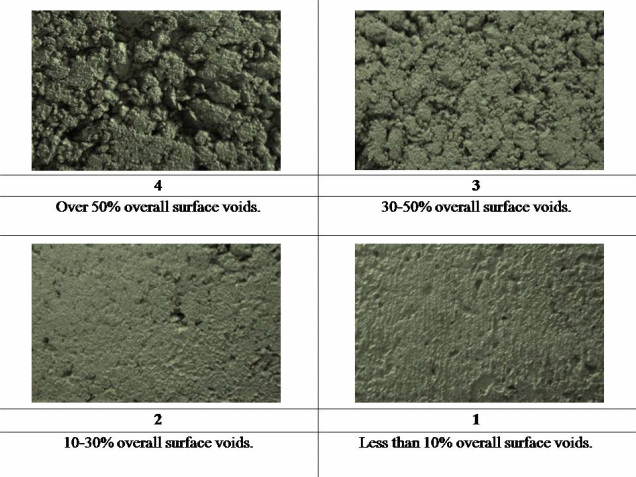
Figure 3 shows the estimated surface voids.
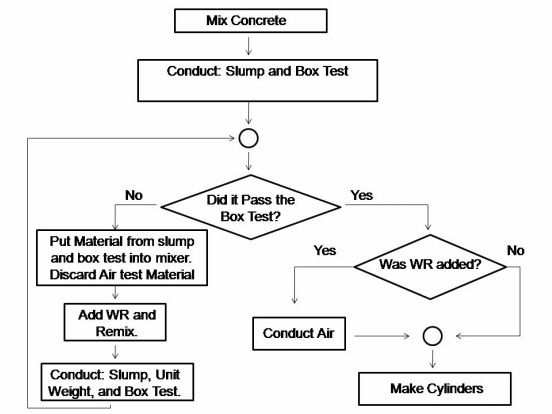 Figure 4 shows a flow chart of the Box Test Procedure.
Figure 4 shows a flow chart of the Box Test Procedure.
The Box Test Procedure
The Box Test provides a useful way to compare the performance of slip formed paving mixtures. When a mixture receives a ranking of 3 or 4, the response to vibration was poor. As discussed previously by adding paste or WR, it can reduce the yield stress of a mixture and improve the response to vibration. The yield stress can be measured by the amount of energy it takes to move the concrete.
If the paste volume and w/cm are held constant while changing other properties of a mixture such as aggregate gradation, or characteristics, the response of the mixture to vibration can be quantified by comparing the amount of WR needed to pass the Box Test. This was achieved by making a concrete mixture and conducting the Box Test. If the mixture did not pass the Box Test, WR was added and remixed until the mixture passed the Box Test. Mixtures that needed smaller amounts of WR performed better than mixtures than needed larger amounts of WR to pass the Box Test. A more detailed description of the Box Test procedure is given below.
After a mixture was prepared, the Slump and the Box Test was conducted. If the Box Test failed, the material from the slump and Box Test were placed back into the mixture. The mixer was turned on and a discrete amount of WR was added. After the three minutes of mixing, the Slump and Box Test was conducted. If the Box Test failed again, the process of adding WR continued until the Box Test passed. Typically, close-to 2 oz/cwt (130.2 mL/100 kg) WR dosage increment was used. The dosage value varied depending on the amount of voids observed. For example, if the Box Test was conducted and found the mixture to have close to 50% overall surface voids, the operator may need to add 4 oz/cwt (260.4 ml/100 kg) before testing again. In Figure 4, a flow chart shows the Box Test evaluation procedure. All mixtures were evaluated over a one hour period in a 72°F room. If the test was not complete within one hour, the sample was discarded to ensure initial stiffening does not affect the results.
The Box Test provides a useful way to compare the performance of slip formed paving mixtures. When a mixture receives a ranking of 3 or 4, the response to vibration was poor. As discussed previously by adding paste or WR, it can reduce the yield stress of a mixture and improve the response to vibration. The yield stress can be measured by the amount of energy it takes to move the concrete.
If the paste volume and w/cm are held constant while changing other properties of a mixture such as aggregate gradation, or characteristics, the response of the mixture to vibration can be quantified by comparing the amount of WR needed to pass the Box Test. This was achieved by making a concrete mixture and conducting the Box Test. If the mixture did not pass the Box Test, WR was added and remixed until the mixture passed the Box Test. Mixtures that needed smaller amounts of WR performed better than mixtures than needed larger amounts of WR to pass the Box Test. A more detailed description of the Box Test procedure is given below.
After a mixture was prepared, the Slump and the Box Test was conducted. If the Box Test failed, the material from the slump and Box Test were placed back into the mixture. The mixer was turned on and a discrete amount of WR was added. After the three minutes of mixing, the Slump and Box Test was conducted. If the Box Test failed again, the process of adding WR continued until the Box Test passed. Typically, close-to 2 oz/cwt (130.2 mL/100 kg) WR dosage increment was used. The dosage value varied depending on the amount of voids observed. For example, if the Box Test was conducted and found the mixture to have close to 50% overall surface voids, the operator may need to add 4 oz/cwt (260.4 ml/100 kg) before testing again. In Figure 4, a flow chart shows the Box Test evaluation procedure. All mixtures were evaluated over a one hour period in a 72°F room. If the test was not complete within one hour, the sample was discarded to ensure initial stiffening does not affect the results.
The Box Test Videos
